
Clever Ways To Get The Most From Your Bender
Getting the most from your bender…cool tricks and add ons!
There are some really clever ways to save time and money while fabricating tube and pipe, whether it is in end-forming or bending. These simple ways to get the most from your time and equipment will help you jump quickly to the “masters class”… if you are thinking of buying a bender, you can get some of these free with your bender-die package combo during our Huth Bender Bonanza
promotion!
Change tools in seconds with quick disconnects!
End forming pros know that adding quick disconnects to your end forming tools can save hours of work. Quicker while working and quicker to put tooling away, so it also promotes working “lean”. The holder threads into the cylinder shaft of your swaging equipment, and the 10
threaded shoulder studs screw into your end-finishing tools. The non-threaded adapter works with all non-threaded tooling.
Part #825 – Quick Disconnect Kit
Success with Tight and Small Diameter Bends with the V-block pusher
There is a great little device we recommend for tighter bends (1 1/2 inch radius), and we have helped
customers bend tubing as small as 3/8 inch OD, with as tight as 1 1/2 inch radius bends.
The V-block helps change the geometry of the bending system so a tight radius can be achieved. The V-block helps you handle as small as 3/8 inch diameter tubing, making bends with radius as tight as 1 1/2 inches!
Part #795 V-Block Pusher for 1 1/2 inch to 1 3/4 inch, Part #796 V-Block Pusher for 2 inch to 2 1/2 inch
Tough, Close Bends Faster, Easier and Better
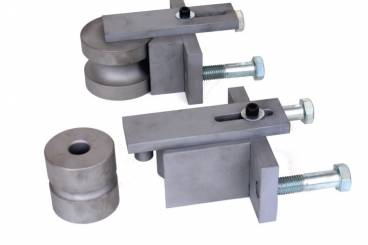
Simple, slip-in spacers nearly duplicate the action of the cutout gates by moving the back shoes and the pipe farther from the gates during bending operations. Spacers help you contend with that second close bend with ease and without any die interference. They also help you get deeper bends. You can use these spacers with a half shoe and a full shoe in any tube diameter.
1080 Half Shoe on Left, 1079 Full Shoe on Right
Bending Stainless and Other Tough or Thin-walled Materials: Controlled Wrinkle Dies
Stainless can be very difficult to bend or form, especially larger diameters, because it is harder, less malleable, and tends to have thinner walls in relation to tubing diameter.
But there is a better way. A “Controlled wrinkle” die has gem-shaped recesses that tell the material how to flow to avoid crushing… the material will form into the recesses, forming a distinctive gem pattern (often seen in OE systems) and a really nice bend. We have dies for
1 1/2 inch-3 inch, bend radii 3-5 inch.
Call us today at 800-558-7808, or visit our website www.huthbenders.com.